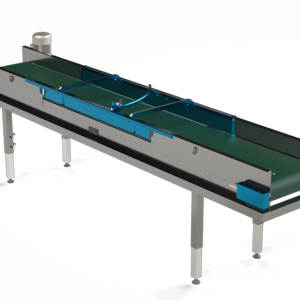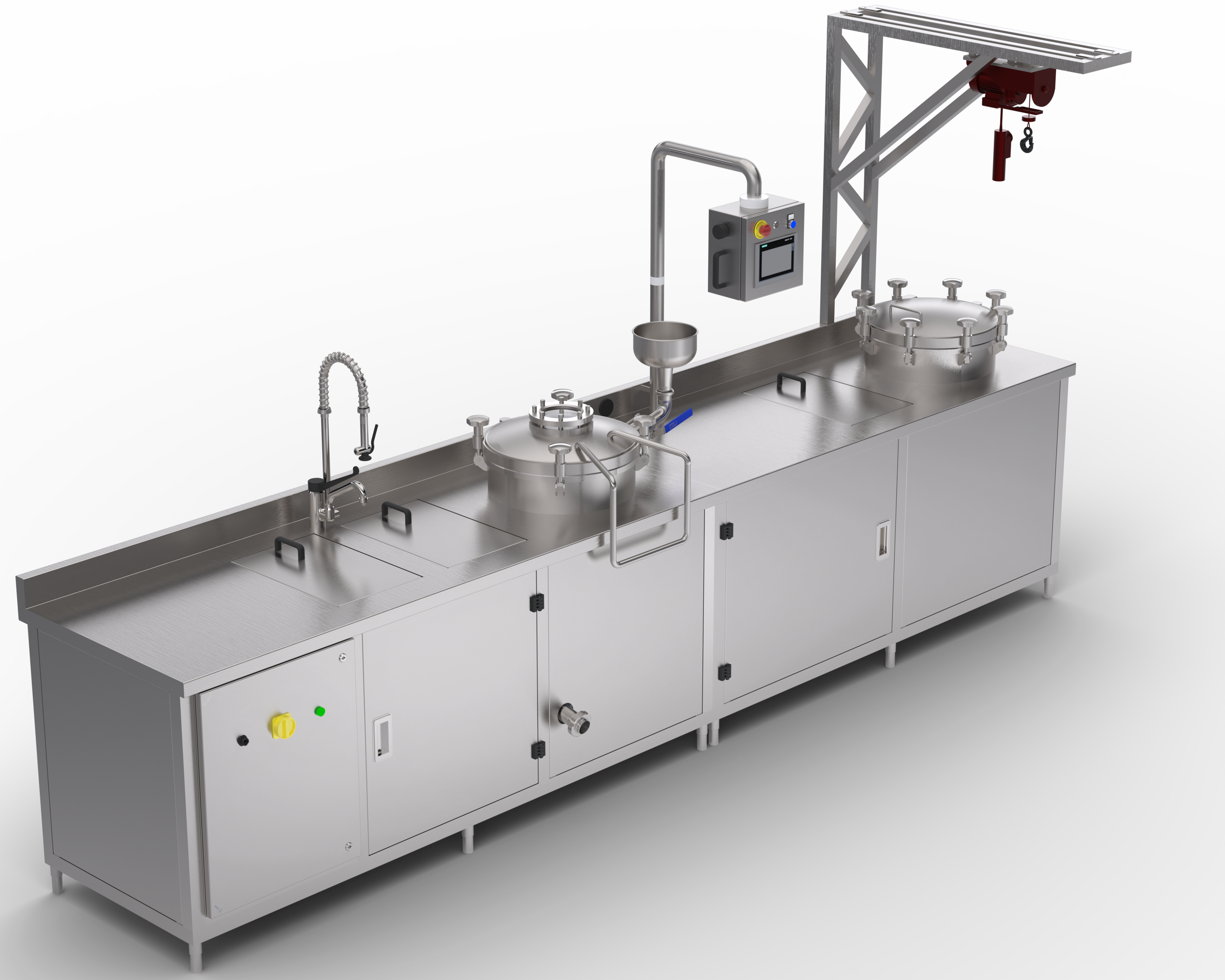
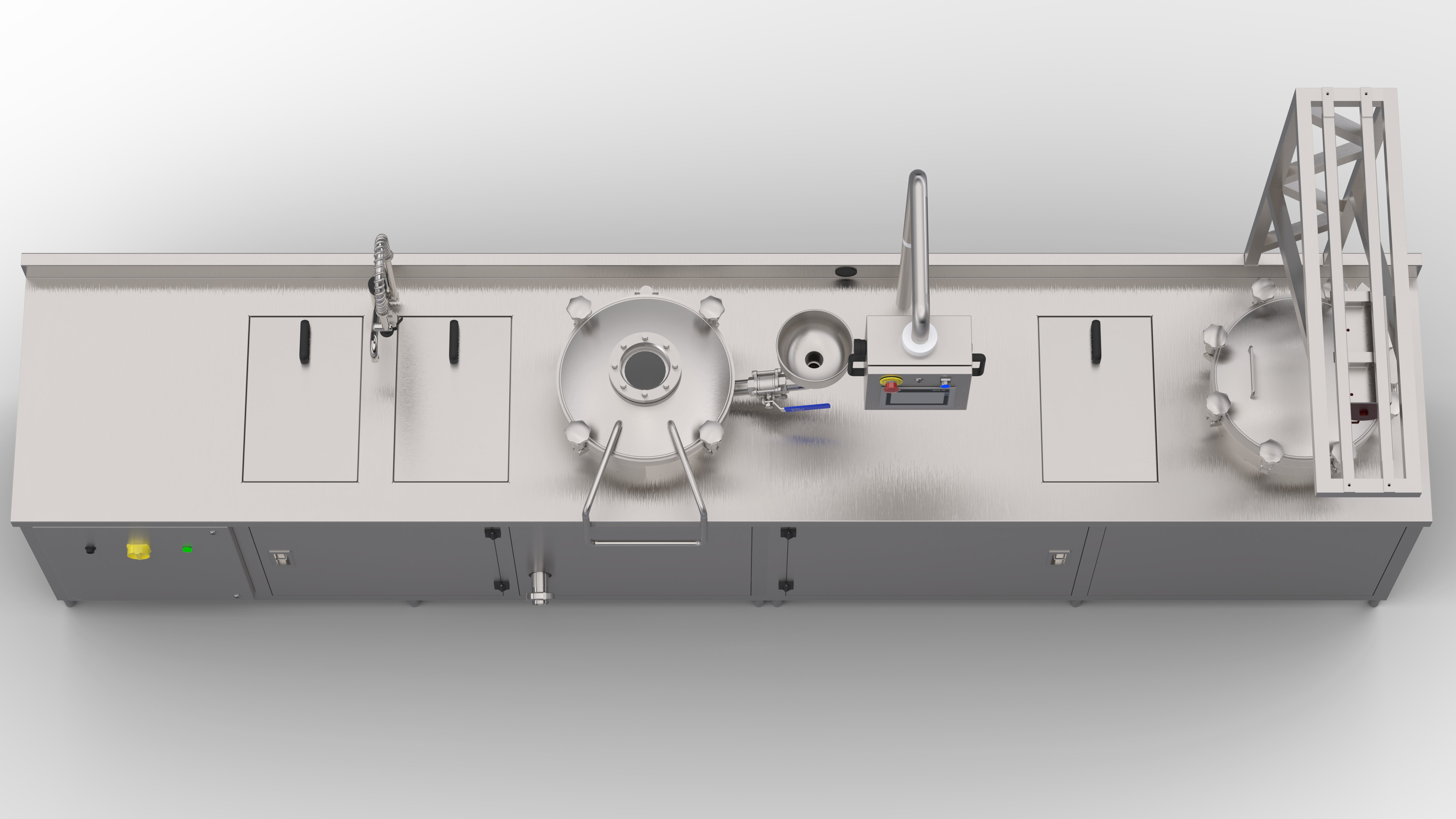
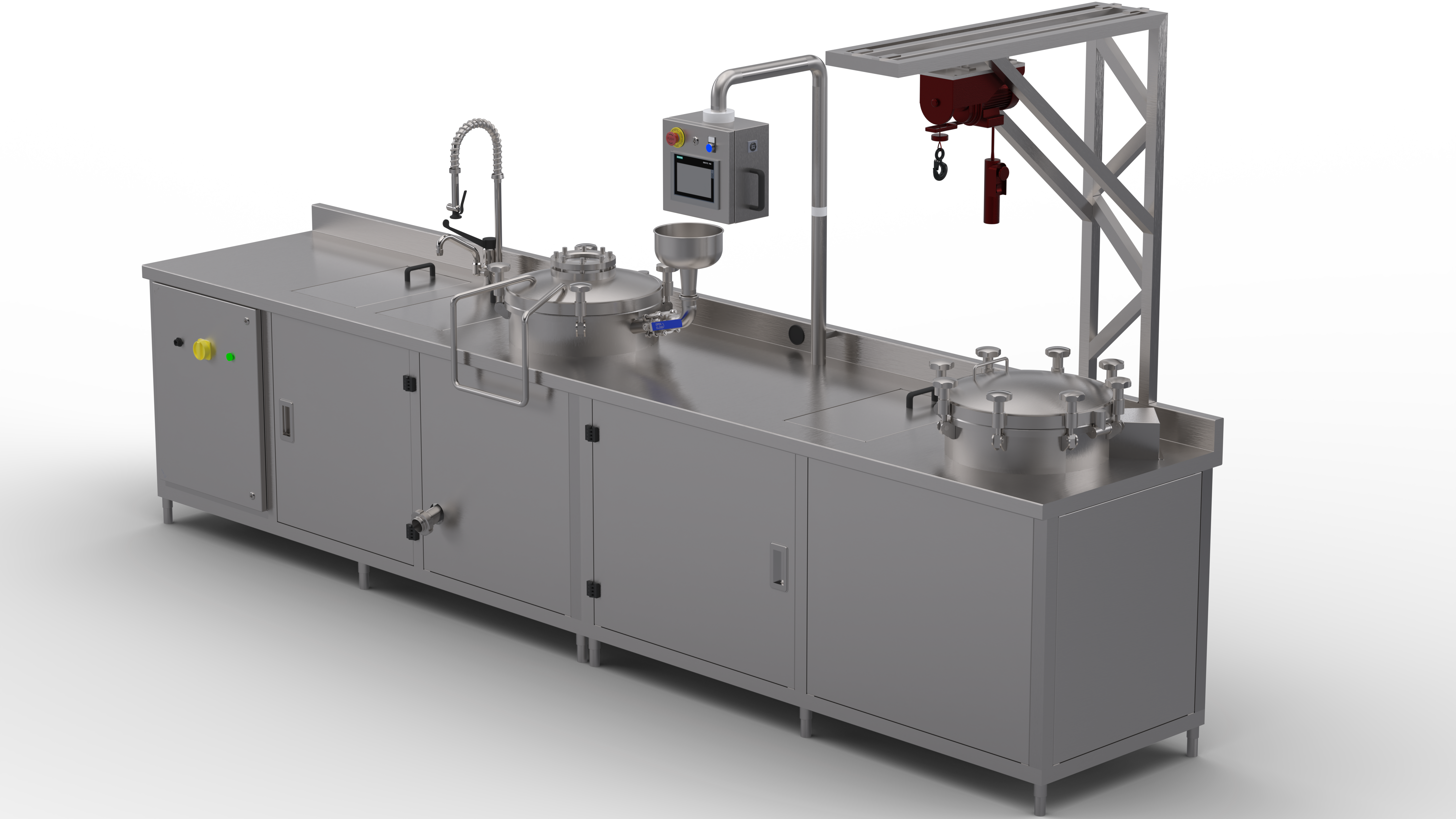




Il nostro banco multifunzione è un sistema completo e avanzato per la trasformazione alimentare, capace di gestire tutte le fasi principali della produzione: dal lavaggio alla cottura, fino alla sterilizzazione e al confezionamento. Realizzato interamente in acciaio inox, dispone di due vasche indipendenti da 100 litriciascuna, per eseguire processi in parallelo e aumentare la produttività.
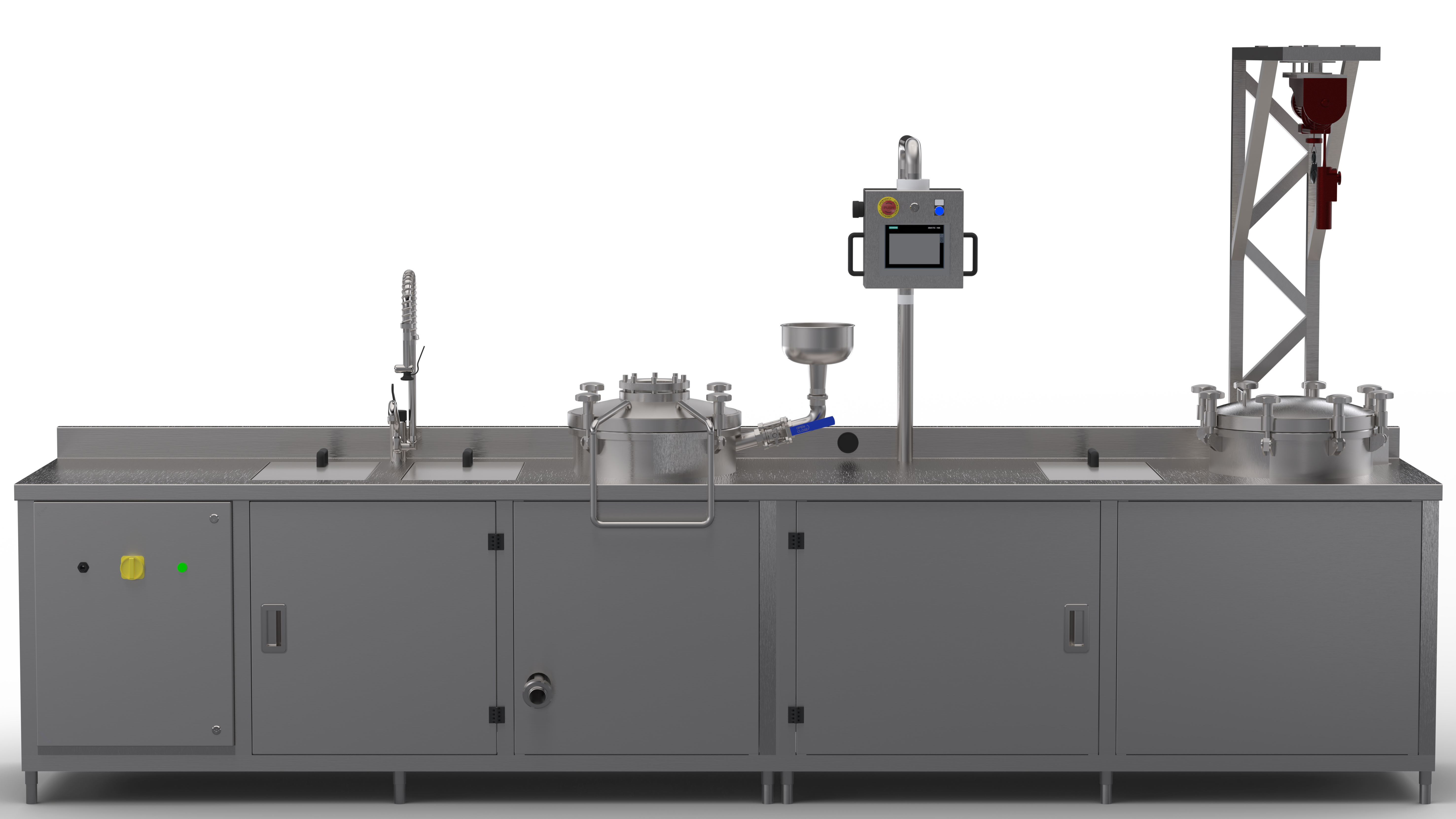
Le intercapedini riscaldanti sulle pareti e sul fondo delle vasche assicurano una distribuzione uniforme del calore, mentre le pale raschianti evitano l’adesione del prodotto e garantiscono una miscelazione costante. Il sistema è dotato di sonde di temperatura, valvole pneumatiche automatiche, tramoggia carico prodotto, campionamento di processo e di un touchscreen da 10 pollici per la gestione completa dei cicli e delle ricette.
Grazie all’integrazione con sistemi Industria 4.0, il banco consente il monitoraggio remoto, l’aggiornamento software e la registrazione dei dati di processo, con esportazione via USB.
Caratteristiche principali
-
Struttura in acciaio inox: Igienica, robusta e resistente, conforme agli standard alimentari.
-
Doppie vasche da 100 litri: Permettono processi separati e simultanei per ottimizzare la produzione.
-
Riscaldamento versatile: Disponibile in versione a vapore, elettrica o a gas, per adattarsi alle risorse disponibili.
-
Intercapedini con liquido termico: Uniformità termica garantita su pareti e fondo vasche.
-
Pale raschianti: Evitano incrostazioni e assicurano miscelazione omogenea.
-
Cottura automatica sottovuoto: Preserva gusto e nutrienti con controllo automatico del processo.
-
Sterilizzazione/pastorizzazione avanzata: Fino a 121°C con algoritmi F0/F100/F71 o parametri impostabili manualmente.
-
Concentrazione sottovuoto e canditura: Processi aggiuntivi per specifiche lavorazioni alimentari.
-
Campionamento di processo: Verifica qualità durante la lavorazione senza interrompere il ciclo.
-
Sonde di temperatura multiple: Incluso controllo al cuore del prodotto per massima precisione.
-
Valvole pneumatiche automatiche: Per un controllo fluido, preciso e sicuro dei liquidi.
-
Touchscreen 10”: Interfaccia intuitiva per gestione ricette, parametri e registrazione dati.
-
Integrazione Industria 4.0: Monitoraggio remoto, controllo via rete e registrazione in tempo reale.
Dati tecnici
- Capacità vasche: 2 x 100 litri.
- Modalità di riscaldamento: Vapore / Elettrico / Metano.
- Sterilizzazione/Pastorizzazione: Fino a 121°C, algoritmi F0-F100-F71 inclusi
- Intercapedini riscaldanti: Su pareti e fondo, con liquido termico.
Benefici applicativi
-
Massima versatilità produttiva: Gestione completa di diverse ricette e lavorazioni in un’unica macchina.
-
Ottimizzazione energetica: Tre opzioni di riscaldamento per adattarsi all’impianto e ridurre i costi.
-
Controllo totale del processo: Automazione, tracciabilità e personalizzazione in ogni fase.
-
Aumento della capacità produttiva: Doppie vasche indipendenti per lavorazioni parallele.
-
Conformità alle normative alimentari: Processi certificabili e registrabili, con tracciabilità integrata.
-
Facilità d’uso e pulizia: Design igienico, accesso facilitato e interfaccia user-friendly.
Prodotti Realizzabili
-
Confetture e marmellate: Lavorazioni con conservazione lunga e gusto autentico.
-
Sughi pronti: Consistenza ideale e sapore stabile nel tempo.
-
Succhi di frutta: Concentrazione e conservazione dei nutrienti naturali.
-
Conserve vegetali: Trattamenti termici ottimizzati per la sicurezza.
-
Frutta candita: Processo controllato per garantire dolcezza ed equilibrio aromatico.