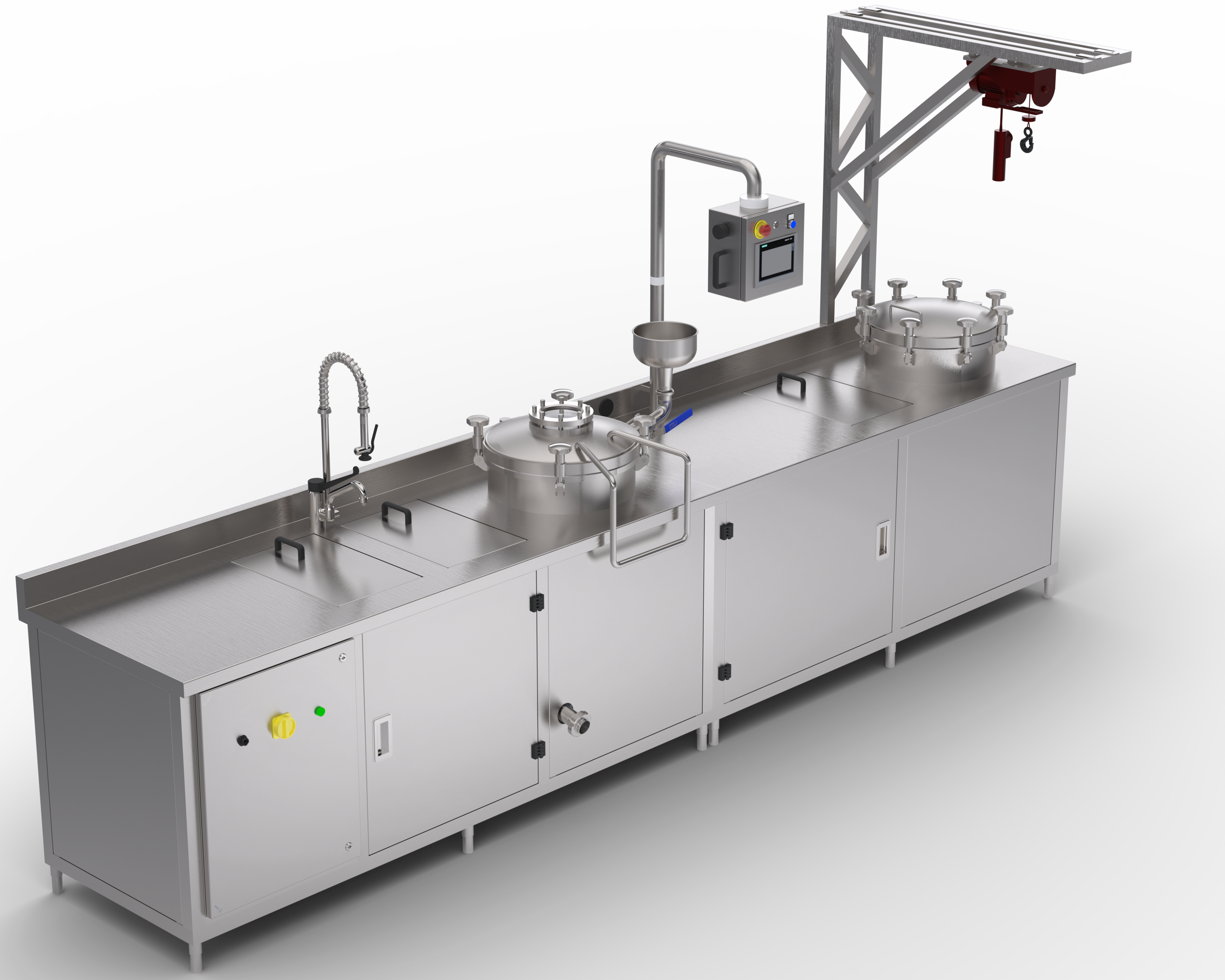
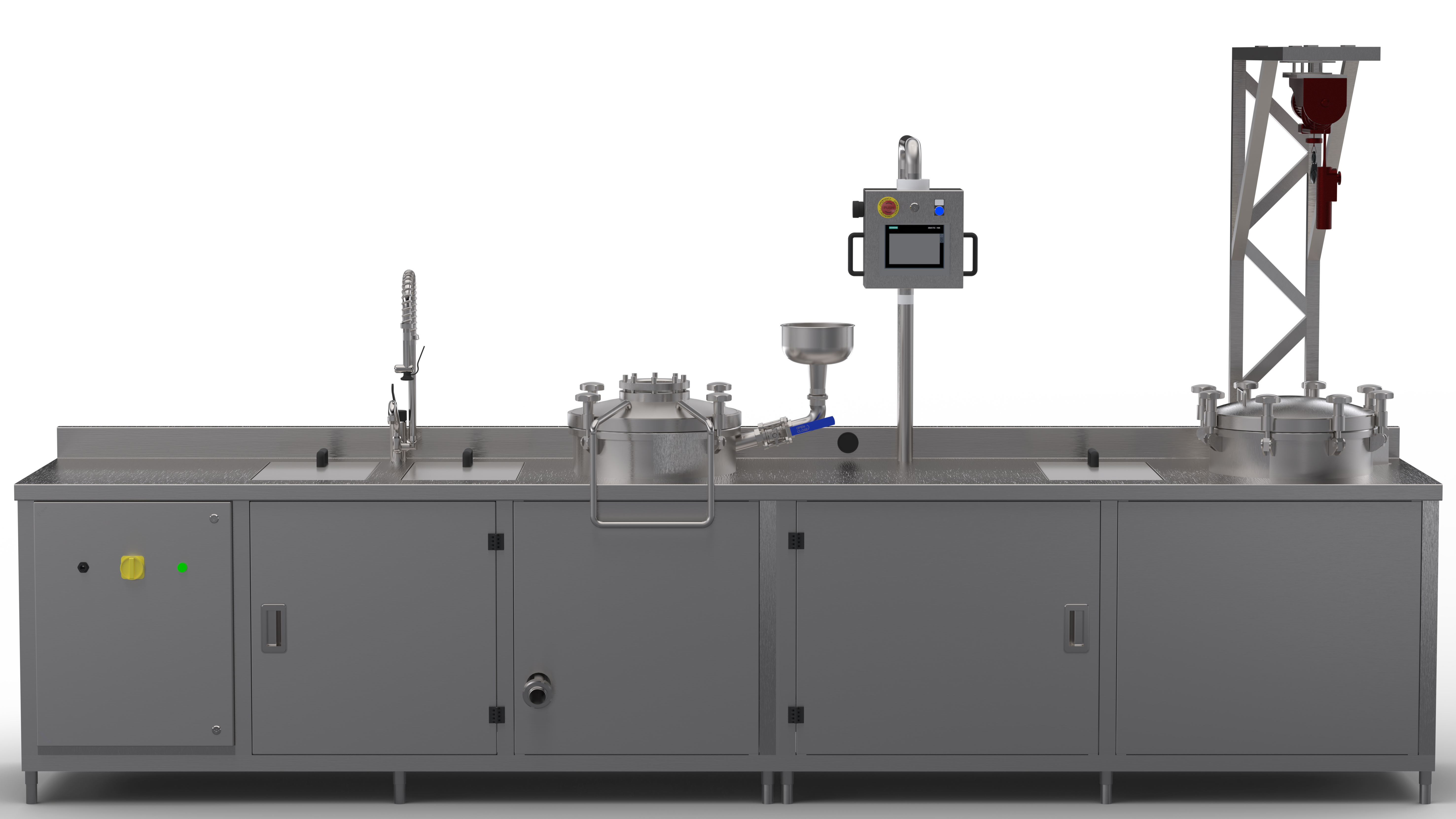
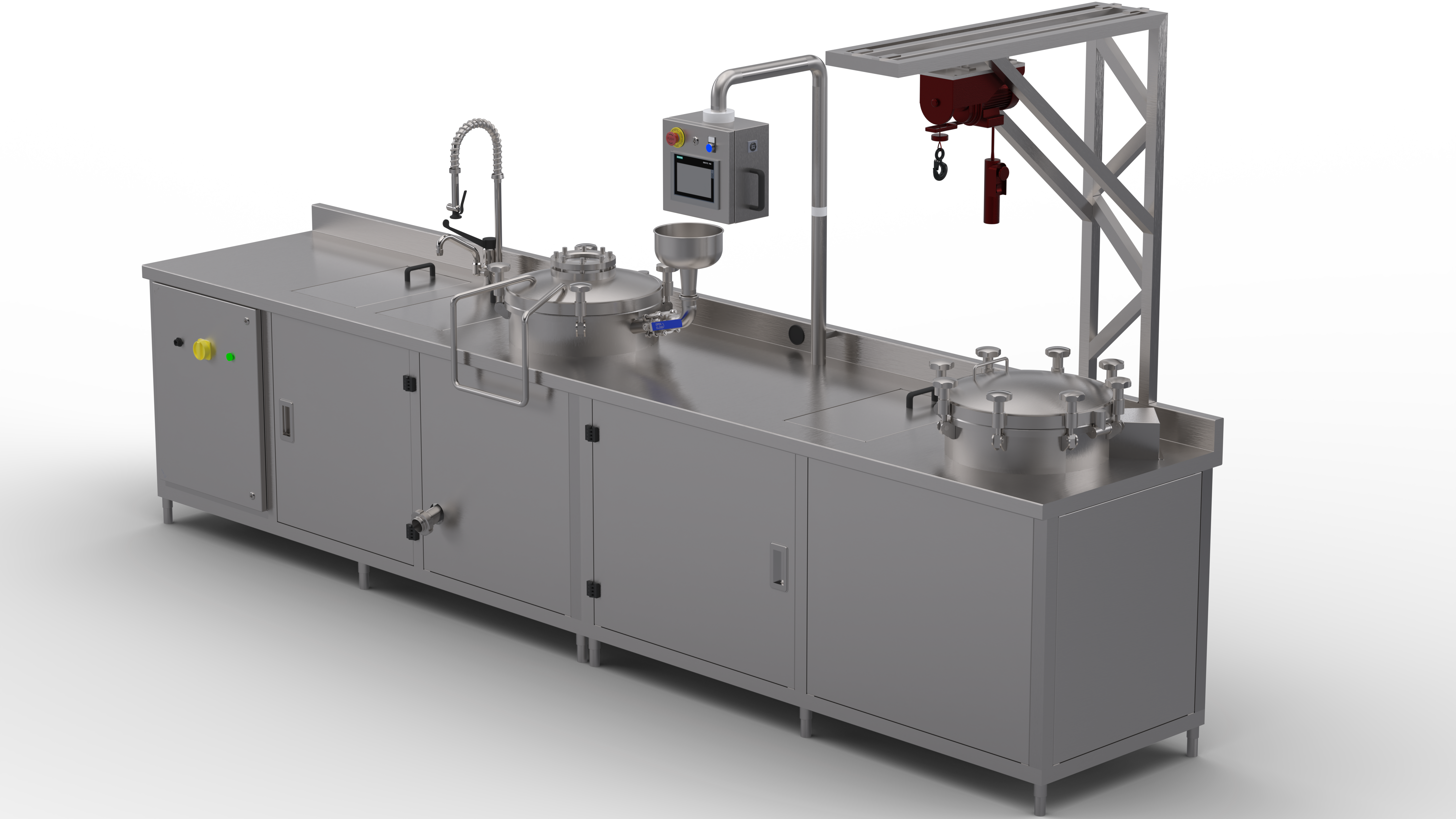




Our Multipurpose Workstation is a complete and advanced food transformation system capable of managing all key production phases: from washing to cooking, sterilization, and packaging. Built entirely from high-grade stainless steel, it features two independent 100-liter tanks, allowing parallel processes and increased productivity.
Jacketed heating chambers on the tank walls and bottom ensure uniform heat distribution, while scraper paddles prevent sticking and ensure consistent mixing. The system includes temperature probes, automatic pneumatic valves, product loading hopper, in-process sample port, and a 10” touchscreen for full recipe and parameter management.
Thanks to Industry 4.0 integration, the workstation supports remote monitoring, software updates, and process data logging, with USB export capability.
Key Features
-
Stainless steel construction: Hygienic, robust, and compliant with food processing standards.
-
Dual 100-liter tanks: Enables separate and simultaneous processes for greater efficiency.
-
Versatile heating options: Available with steam, electric, or gas heating, based on your facility and cost requirements.
-
Jacketed thermal chambers: Ensure consistent temperature across all tank surfaces.
-
Scraper paddles: Prevent product buildup and ensure even mixing during processing.
-
Automated vacuum cooking: Preserves flavor and nutrients with consistent, controlled results.
-
Advanced sterilization/pasteurization: Up to 121°C with F0/F100/F71 algorithms or manual parameter settings.
-
Vacuum concentration and candying: Controlled options for liquid reduction and sweetening processes.
-
In-process sampling port: Allows real-time quality control without interrupting production.
-
Multiple temperature probes: Includes core product temperature measurement for maximum accuracy.
-
Automatic pneumatic valves: For precise, efficient liquid flow management.
-
10” touchscreen interface: Manage recipes, parameters, and data logs from an intuitive control panel.
-
Industry 4.0 integration: Full remote control, real-time data collection, and traceability.
Technical Data
- Tank capacity: 2 x 100 liters.
- Heating modes: Steam / Electric / Methane.
- Sterilization/Pasteurization: Up to 121°C, F0-F100-F71 algorithms supported.
- Heating system: Jacketed, thermal fluid circulation.
Application Benefits
-
Maximum production flexibility: Handles various recipes and food processes within a single machine.
-
Optimized energy management: Choose the most efficient heating system for your operations.
-
Full process control: Automation, monitoring, and recipe management ensure precision.
-
Boosted output: Dual independent tanks allow continuous production cycles.
-
Food safety compliance: Certified processes with full data traceability and export.
-
Ease of use and cleaning: Hygienic design, easy access, and user-friendly interface.
Products You Can Produce
-
Jams and preserves: Long shelf life and authentic flavor.
-
Ready-to-use sauces: Ideal texture and stable taste.
-
Fruit juices: Nutrient-rich, concentrated or clarified.
-
Vegetable preserves: Safe, thermally treated long-life products.
-
Candied fruits: Naturally sweet with a balanced, genuine taste.